
مشکلات و راه حل های رایج برای کنده های فنجانی و بسته های کاغذی
مشکلات و راه حل های رایج برای کنده های فنجانی و بسته های کاغذی
فهرست:
1.مشخصات کاغذ و ویژگی های خاص آن
2.چگونه آب را بر روی ورقه ها اسپری کنیم
3.مشکلات مربوط به چسبندگی و راه حل های آن
4.مشکلات مربوط به ترک و راه حل برطرف کردن آن ها
1_1مشخصات کاغذ و ویژگی های خاص
رده های درجه بندی شده آذوقه های ما در بورد
توده ضخیم طبیعی درجه بالا
توده ضخیم طبیعی نرمال
باکس طبیعی رشته ای DELI
کنده فنجانی پوشیده شده
ویژگی های اصلی
توده HI، سختی زیاد، ضخامت یکدست، شرایط خوب برای چاپ
سازگاری بالا برای فرایند های بعدی که شامل لامینه کردن PE، برش دای و سیل اولتراسونیک می شود
سطح صاف بهتر با قابلیت چاب بالاتری برای کنده پوشش دار دارد. سازگاری بالا برای پروسه های بعدی شاما=ل لامینه سازی PE. برش دای. سیل اولتراسونیک. سیل گرمایی و سختی بالا برای شکل دهی مناسب ناحیه فنجان
|
فرایند |
NAURAL HEARTY High Bulk |
NAURAL HEARTY Normal Bulk |
NAURAL HEARTY Noodle box |
|
چاب کردن |
O |
O |
O |
|
لامینه سازی PE |
O |
O |
O |
|
باند اولتراسونیک سیل گرمایی |
O |
O |
O |
|
فیلتر لبه دار (95 درجه ساتی گراد آب داغ) |
کمتر از 5 میلی متر |
کمتر از 5 میلی متر |
کمتر از 5 میلی متر |
|
پیچ و تاب داشتن |
O |
O |
O |
|
لایه گذاری طرف به طرف |
O |
O |
O |
|
OBA آزاد |
O |
O |
O |
|
استاندارد بهداشتی که با استاندارد بهداشتی کاغذ برای بسته بندی تطابق داشته باشد food packing”GB11680- 1989. FDA Standard:21CFR 176.170 |
O |
O |
O |
برای محصولات طبیعی با توده High لایه سازی باید 20 گرم بیشتر از توده طبیعی باشد تا از مشلات چسبندگی به علت PE پایین جلوگیری شود
استانداردهای متفاوت کیفیتی برای انواع مختلف کاغذ در سری های طبیعی می باشد. خریدار باید طبق مشخصات کاغذ به صورت مناسب از آن ها استفاده کند تا از هدرفت آن جلوگیری شود.
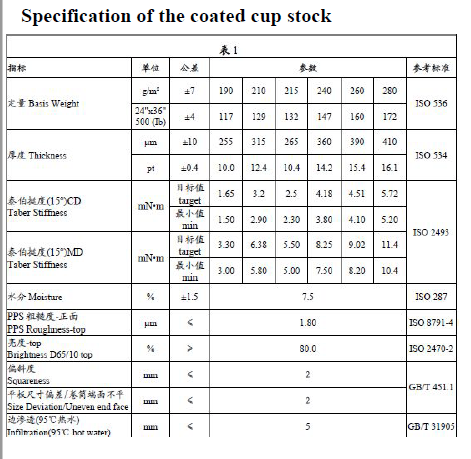
1_2ویژگی های تکنیکی
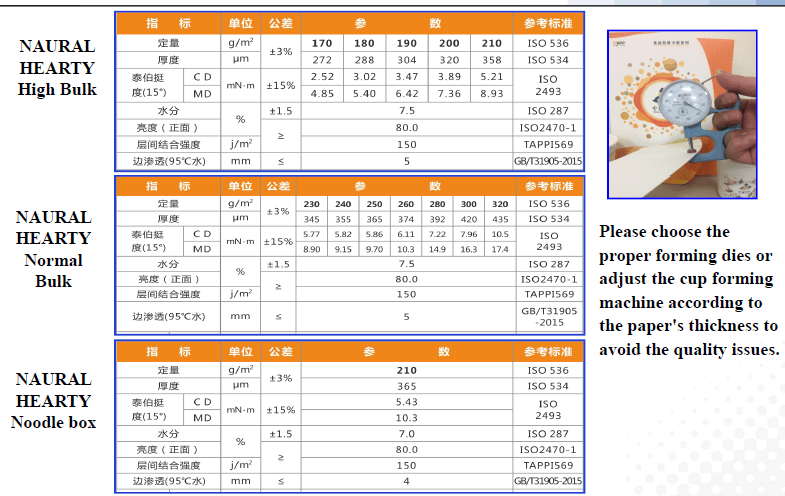
لطفا دای های شکل دهی مناسب را انتخاب کنید یا ماشین شکل دهنده فنجان را به گونه ای تنظیم کنید که تا با ضخامت کاغذ تطابق داشته باشد و کیفیت آن حفظ شود.
1_3احتیاط در هنگام استفاده از کنده های فنجانی پوشش دار
برای کنده کاغذی فنجانی، لایه پوشاننده یک جذب آب سریعی دارد. ما به شما پیشنهاد می کنیم تا حوله را برای مرطوب سازی دور آن بپیچید به جای این که بخواهید به جای این که از اسپری آب برای ورقه ها استفاده کنید (Blanks)
2_1چگونه آب را بر روی ورقه ها بپاشیم
|
حالت |
نکات اجرایی |
پیشنهاد |
|
آب را مستقیم اسپری کنید |
1.ورقه ها را تمیز و مرتب روی هم بخوابانید. کمترین سطح برای چسبندگی و یا نفوذ به دلیل آب نامساعد 2.احتیاط لازم را برای یکدست بودن پراکنده سازی، زمان یا زاویه اسپری داشته باشید و از جریان نابرابر آب جلوگیری کنید 3.پیشنهاد می شود که آب را در دو سمت مستقیم اسپری کنید 4.به تمیزی دستگاه های اسپری توجه کنید تا از آلودگی پیشگیری شود |
1.پیشنهاد می شود که از این ها در بهار، تابستان و پاییز و در رطوبت بالا استفاده شود 2.تمیز وبهداشتی کار کنید. برای تکنسینی که الزامات تکنیکی خاصی وجود دارد و لازم است تا درمورد ویژگی های کاغذ اطلاعات کافی داشته باشد. |
|
حوله را بپوشانید و آن را مرطوب کنید |
1.ورقه ها را تمیز و مرتب روی هم بخوابانید. کمترین سطح برای چسبندگی و یا نفوذ به دلیل آب نامساعد 2.حوله می بایست حجم ملایمی از آب داشته باشد. از جریان آب اضافی یا نابرابر جلوگیری کنید 3.پیشنهاد می شود که دو سمت مستقیم را با حوله مرطوب کنید 4.به تمیز بودن حوله ها توجه کنید تا از آلودگی پیشگیری شود |
1.پیشنهاد می شود تا در زمستان و رطوبت پایین استفاده شود 2.می تواند زمان و شدت کار کارگران را کاهش دهد. |
2_2حالت مرطوب سازی
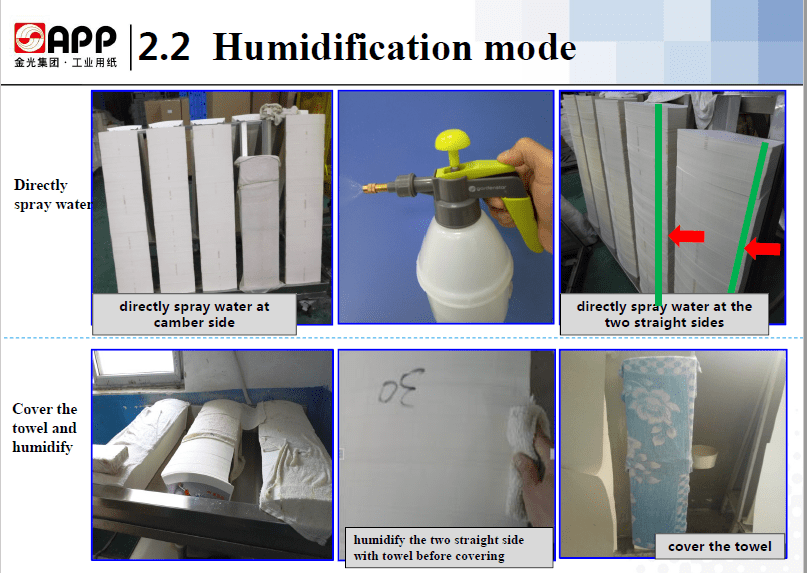
کلمات مهم: Humidify: مرطوب سازیcover: پوشاندن
2_3مشکلات مربوط به چسباندن و راه حل های آن
A.توصیف مشکل
مشکل چسبندگی معمولا در طرفین فنجان های شکل گرفته رخ می دهد. وقتی که شما سیل طرفی را از بین می برید می توانید ببینید که فایبر ها کمتر هستند و در موارد شدید حتی اصلا وجود ندارند.
B: آنالیز علت
1. لامینه کردن با PE پایین
2. اتصال Ply ضعیف بین PE و کاغذ
3. درمان کلی وجود ندارد یا اگر هم وجود داشته باشد کافی نیست
4. دمای پلاستیکی کردن اضافی (LDPE پلیمر است، دمای پلاستیکی سازی به برهمکنش بین مونومر ها آسیب وارد کرده و درنتیجه می تواند منجر به ایجاد مشکلات چسبندگی شود)
5. دمای پایین و حجم کم هوای داغ
6. کمبود زمان هدایت موج اولتراسونیک و فرکانس پایین
7. سطح چسبنده بین دای اولتراسونیک و نگهدارنده فنجانی نابرابر است
8. دمای گرم کننده تعادل ندارد
9. فضای ناکافی برای چسبنده
3. اقدام های بهبود دهنده
حجم کافی PE
افزایش دمای مناسب پلاستیکیشن، افزایش قدرت حداکثری (corona power)، افزایش فشار رولر لاستیکی، سرعت را پایین بیاورید تا باند بین PE وکاغذ را زیاد کنید
دمای پلاستیکی کردن نباید بیشتر از 330 درجه سانتی گراد باشد
به صورت مناسب دما و حجم هوای گرم را افزایش دهید
به فرکانس دستگاه اولتراسونیک و انتخاب دنده ها سرعت بدهید
به صورت مناسب فشار اولتراسونیک و سیل گرمایی را تنظیم کنید
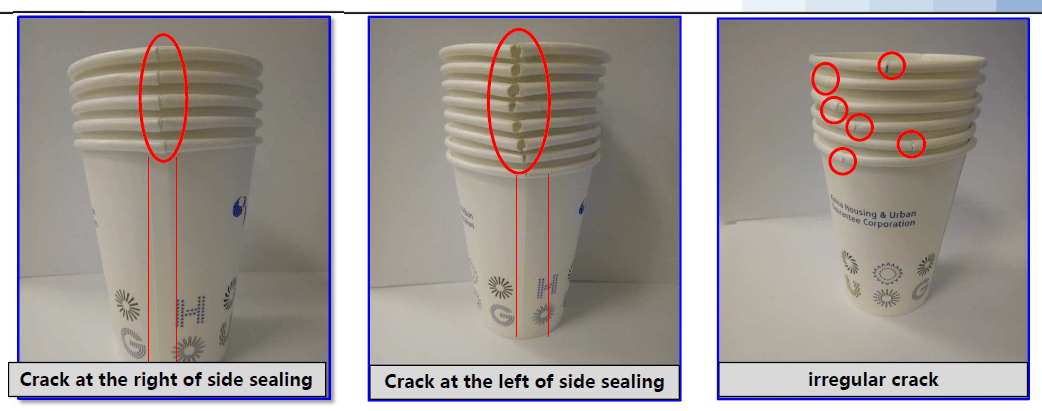
2. نمونه های شایع چسبندگی
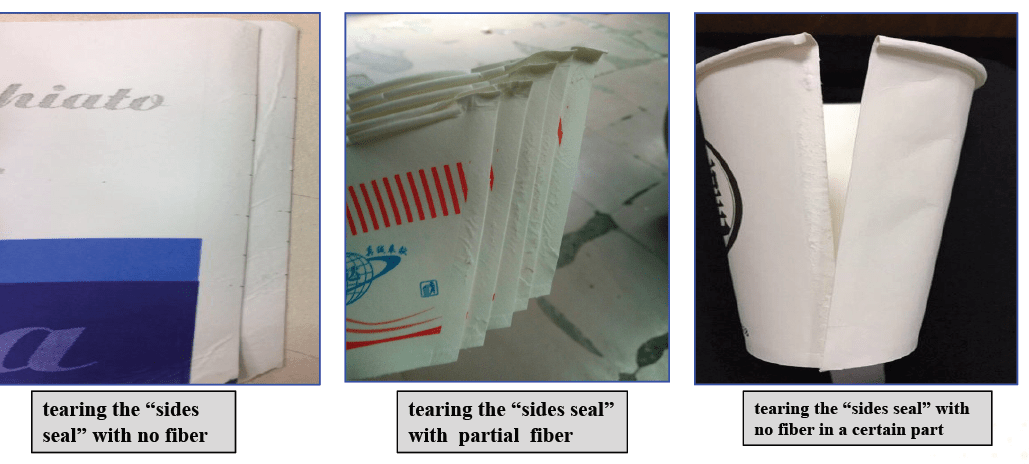
تصور اول از سمت راست: بازکردن سیل طرفی که فیبری در بخش های مشخص آن دیده نمی شود
تصویر دوم: پاره کردن سیل طرفی که فیبر های جزئی دیده می شوند
تصویر سوم: پاره کردن سیل طرفی که در آن فیبری دیده نمی شود
ناحیه ادهزیو سیل طرفی
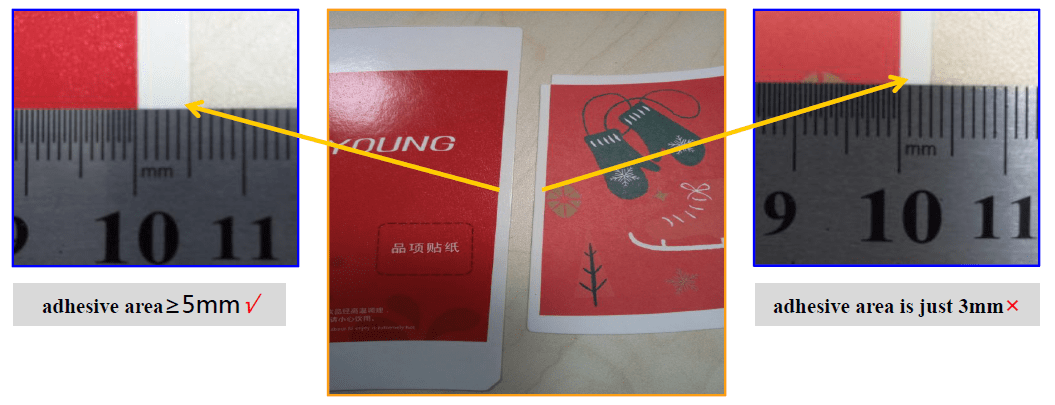
نکات ویژه: ناحیه طرفی سیل طرفی تاثیر زیادی بر روی چسبندگی دارد. به صورت کلی این ناحیه حداقل 5 میلی متر می باشد. و بهترین حالت این است که برای داشتن سختی بالای و گرماژ بالای کاغذ 8 میلی متر باشد.
4_1 مشکلات ترک زدن و راه حل های آن
تحلیل علت
1. فشار بالا برای سیل طرفی
2. کم بودن اب اسپری و یا ناکافی بودن زمان اسپری
3. مولدی که بر روی ماشین فنجان سازی قرار دارد با ضخامت کاغذ ما همخوانی ندارد
اقدام تقویت کننده
1. فشار را برای سیل طرفی کاهش دهید
2. آب اسپری را به صورت مناسب طبق رطوبت محیط کنترل کنید
3. مولد بالای ماشین فنجان سازی را با ضخامت کاغذ ما هماهنگ کنید
4_2: انواع و دلایل ترک های معمولی
ترک در سمت راست سیل: 1. میزان محتوای رطوبت کاغذ پایین است. 2. قسمت آستینی فنجان با مولد محکم کننده همخوانی ندارد 3. زاویه پیچ و تاب بسیار زیاد است
ترک در سمت چپ سیل: تعمیر ناقص تجهیزات
ترک نامعمول: رطوبت نامعمول کاغذ از دست رفته است
4_3: راه حل برای ترک در سمت راست سیل
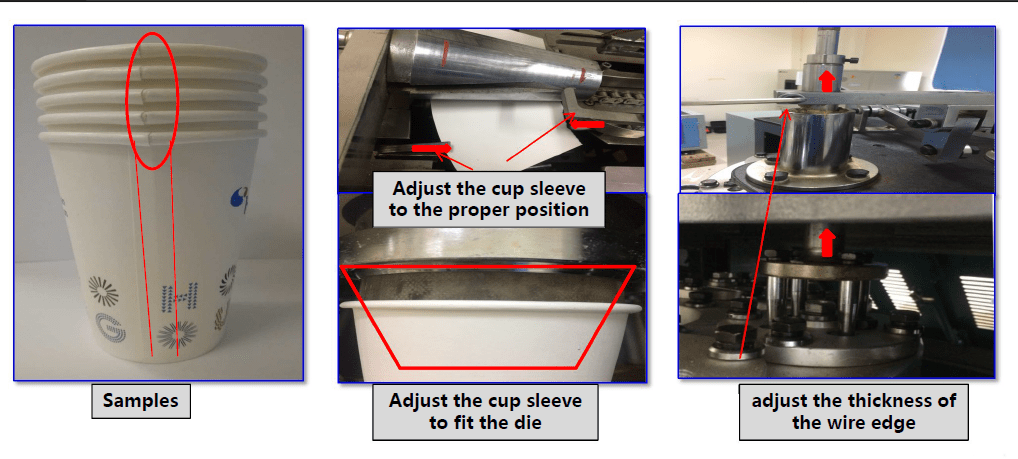
کلمات مهم شکل بالا:
Adjust : تنظیم کردن،cup sleeve: قسمت آستینی فجانproper position: موقعیت مناسب
نکته: کم بودن محتوای رطوبت کاغذ نیازمند مرطوب سازی است تا نسبت به اجسام سخت و شکنندگی مقاومت لازم را پیدا کند
4_4: راه حل برای ترک در سمت چپ سیل
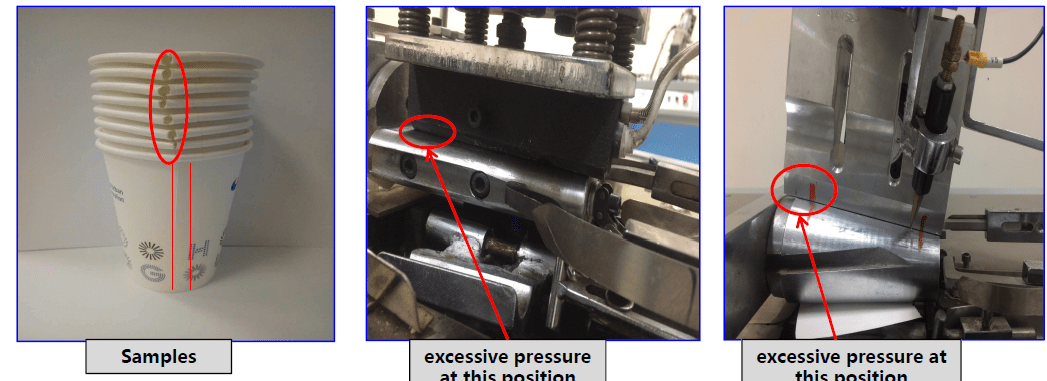
نکته: این حالت در وهله اول به خاطر اصلاح ناقص (debugging)تجهیزات ایجاد می شود، بنابراین توصیه می شود که فشار غالب را تنظیم کنیم.
4_5: راه حل ترک هی غیر معمولی
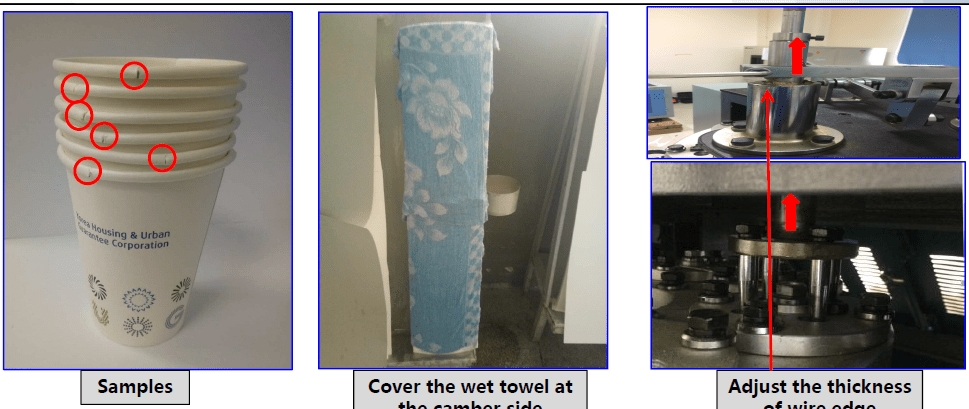
رطوبت زیاد کاغذ، کمتر شده است. پیشنهاد می شود برای مرطوب کردن ورقه ها حوله مرطوب دور ان بپیچانیم، زمان مرطوب سازی را زیاد کنیم و به صورت مناسب ضخامت لبه سیمی را زیاد کنیم.